


准备好领略粉尘加湿搅拌机厂家产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:江西鹰潭粉尘加湿搅拌机厂家的图文介绍



江西鹰潭 粉尘加湿机搅拌机价格(说明:该短语为设备相关名词性短语,“粉尘加湿机搅拌机”指用于对粉尘进行加湿搅拌处理的专用设备,常见于工业粉尘处理场景,其价格通常受设备型号、材质(如搅拌轴材质、箱体材质)、处理量、电机功率及生产厂家等多种因素影响,在实际采购时需结合具体需求咨询供应商获取准确报价。)粉尘加湿机搅拌机的价格和处理量通常呈正相关关系,但并不完全成正比。一般来说,处理量越大的粉尘加湿机搅拌机,其尺寸、功率等参数也会相应增大,设备的制造成本更高,价格也就越高。例如,根据机械设备批发网的信息,双轴粉尘加湿搅拌机SJ10的处理量为10t/h,电机功率为4.0kw,价格为31500元;而SJ200的处理量为200t/h,电机功率为30kw,价格则为50000元。可以看出,随着处理量的大幅增加,设备的价格也有明显上升。不过,价格还会受到其他多种因素的影响,如设备的材质、结构形式、品牌等。例如,采用不锈钢材质的粉尘加湿机搅拌机,其价格会比普通碳钢材质的更高,即使两者处理量相同。另外,一些知名品牌的产品,由于其质量保证和售后服务较好,价格也可能会偏高。因此,虽然处理量是影响价格的重要因素,但不能简单地认为价格和处理量成正比。 粉尘加湿搅拌机选型(说明:“选型”指根据实际需求(如处理量、粉尘特性、工况条件等)选择合适型号、规格的粉尘加湿搅拌机的过程,是工业设备采购和应用前的重要环节,直接影响设备运行效率、使用成本及粉尘处理效果。)根据实际需求选择粉尘加湿搅拌机型号,核心是围绕“粉尘特性、处理规模、工况要求”三大核心要素,逐一匹配设备参数,避免因型号错配导致加湿不均、设备过载或寿命缩短。 一、步:明确粉尘特性决定设备核心配置粉尘的物理、化学属性直接影响搅拌轴材质、叶片设计和密封方式,是选型的基础。1. 粉尘磨损性 低磨损(如粮食粉、木质纤维粉):可选单轴机型,搅拌轴用45号钢,叶片用普通碳钢,成本较低。 中高磨损(如粉煤灰、水泥粉、矿石粉):必须选双轴机型,搅拌轴用40Cr合金钢,叶片用高铬合金(Cr20/Cr26)或碳化钨涂层,避免频繁更换易损件。2. 粉尘腐蚀性 无腐蚀:优先选碳钢材质设备,性价比高。 有腐蚀(如化工盐粉、含酸碱除尘灰):需选不锈钢机型(304/316材质),或普通机型搭配陶瓷涂层、聚四氟乙烯密封,防止轴体和壳体被腐蚀。3. 粉尘湿度与黏结性 低黏结(干燥细粉):单轴、双轴机型均可,重点关注雾化给水系统(确保水雾均匀)。 高黏结(如湿煤泥、黏性矿渣):必须选双轴机型,且需配备腔壁刮刀(防止粉尘黏附结块)和大扭矩电机(避免过载)。 二、第二步:确定处理规模匹配设备处理量与功率处理量(单位:m3/h或t/h)决定设备规格,需根据生产线实际产量选择,避免“大马拉小车”或“小马拉大车”。1. 计算实际处理量 按生产线每小时产生的粉尘量计算,预留10%20%的冗余量(应对高峰期产量波动)。 示例:若生产线每小时产粉尘15m3,应选择处理量1820m3/h的机型,而非15m3/h(避免满负荷运行导致过热)。2. 匹配处理量与机型 小处理量(≤30m3/h):优先选单轴机型,如SJ10、SJ20系列,电机功率311kw,占地面积小,成本低。 大处理量(>30m3/h):必须选双轴机型,如SJ50、SJ100系列,电机功率1537kw,双轴反向搅拌效率高,能应对大流量粉尘。 三、第三步:结合工况要求确定设备功能与安装条件现场工况(如安装空间、环保要求、自动化需求)决定设备的附加功能和结构设计。1. 安装空间限制 空间充足:可选卧式双轴机型,搅拌腔长,处理更均匀,维护方便。 空间狭小(如车间角落、高空平台):选立式单轴机型,占地面积仅为卧式机型的1/3,垂直安装节省空间。2. 环保与自动化要求 高环保要求(如居民区附近、高粉尘行业):需选带密闭式搅拌腔+脉冲除尘的机型,防止加湿过程中二次扬尘。 自动化需求(无人值守车间):选带PLC控制系统的机型,可实现湿度自动检测、加水量自动调节、故障自动报警,减少人工干预。3. 特殊工况(温度、杂质) 高温粉尘(如刚排出的炉渣粉,温度>100℃):需选耐高温机型,轴体用耐热钢(如310S),密封件用耐高温氟橡胶,避免材质软化失效。 粉尘含大块杂质(如矿石碎块):需在设备进料口加装格栅(孔径根据杂质大小设计),并选带过载保护的机型(如扭矩传感器),防止叶片卡死。 四、第四步:验证关键参数确保设备长期稳定运行选型时需核对3个关键参数,避免参数不匹配导致设备故障。1. 搅拌轴转速 低黏结粉尘:转速1525r/min(确保均匀混合,不扬尘)。 高黏结粉尘:转速1015r/min(避免转速过高导致粉尘黏附叶片,形成结块)。2. 加湿后含水率 根据后续处理需求选择:若用于输送/储存,含水率控制在8%12%(手捏成团,松手不散);若用于填埋,含水率可放宽至15%20%,需确认设备是否支持含水率调节(通过变频给水实现)。3. 电机防护等级 普通车间:IP54防护等级(防尘、防溅水)即可。 潮湿/多粉尘车间:需IP55及以上防护等级,防止电机进水、进尘烧毁。如果你能提供具体的粉尘类型(如粉煤灰/化工盐粉)、每小时处理量和现场安装空间大小,我可以帮你整理一份个性化选型表,明确机型、核心配置和适配理由,需要吗?



衡泰重工机械制造(鹰潭市分公司)技术力量雄厚,设备先进, 埋刮板输送机生产工艺规范,检测手段齐全,各项管理严格,加之多品种、系列化的配套服务,重质量、守信誉的经营战略,给企业带来了勃勃生机,成为江西鹰潭创税大户。 企业衷心感谢各界朋友对我方 埋刮板输送机产品的信任与支持,在今后的交往中,我们将一如既往,以“优异的 埋刮板输送机产品、良好的信誉、贴心的服务”奉献给用户,造福社会。


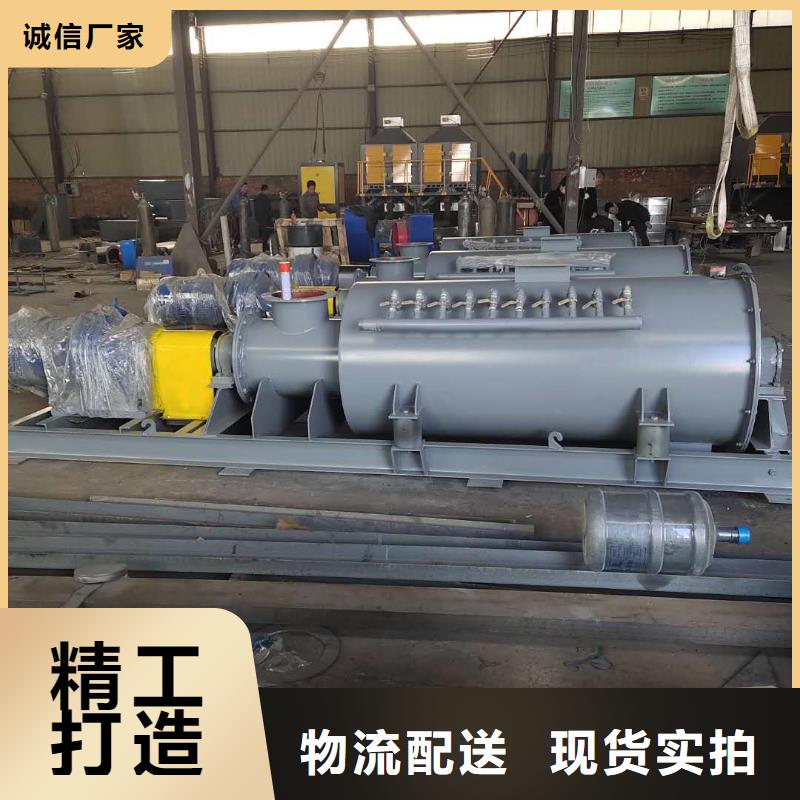
江西鹰潭石灰石粉尘加湿搅拌机是针对石灰石粉高磨损性、易沉淀等特性设计的专用设备,广泛应用于电力、冶金、化工等行业的粉尘处理环节。以下从核心设计、关键参数、操作维护要点三个维度进行详细解析: 一、核心设计与技术特点 1. 抗磨损结构设计 叶片材料:采用高耐磨锰钢(如Mn13)或复合陶瓷涂层,硬度可达HRC5862,寿命较普通碳钢35倍。例如,双轴机型的螺旋叶片采用交错排列,在搅拌过程中形成“自清洁”效果,减少物料粘结。 内衬防护:壳体内衬选用铁基耐磨合金或陶瓷贴片,厚度通常为812mm,可抵御石灰石粉的冲刷磨损。 2. 密封系统 轴封技术:采用迷宫密封+填料密封组合结构,并在密封舱内注入二硫化钼润滑脂,形成双重屏障,防止粉尘泄漏。对于高压工况(如80kPa以上),可升级为双机械密封+氮气吹扫,确保密封可靠性。 法兰密封:进料/出料法兰采用金属缠绕垫片+螺栓预紧,配合定期扭矩检查(如每季度一次),避免因振动导致松动。 3. 加湿与防沉淀设计 多级雾化喷水:喷嘴沿螺旋轴轴向排列,形成水帘雾状喷淋,水压控制在0.40.6MPa,雾化颗粒度≤100μm,确保水与石灰石粉充分接触。例如,某电厂案例中通过PLC根据物料流量自动调节喷水量,使含水率稳定在1822%。 防沉淀结构:搅拌轴采用变螺距设计(进料端螺距小、出料端螺距大),配合底部倾斜3°5°的壳体,避免物料滞留。部分机型还增设振动系统(如0.252.2kW振动电机),通过高频振动(20003000次/分钟)防止筒壁粘结。 4. 防爆与配置 电气防爆:虽然石灰石粉尘通常属于非可燃性粉尘(爆炸下限>65g/m3),但在高浓度环境下仍需防范静电积聚。设备应采用防爆电机(如Ex d IIB T4 Gb)、防爆控制箱,并确保接地电阻≤4Ω。 防护装置:搅拌轴、电机等运动部件配备全封闭防护罩,检修门安装限位开关(开门即断电),符合GB 155772018《粉尘防爆规程》要求。 二、关键参数与选型依据 参数名称 典型范围 选型依据 处理量 20200吨/小时 根据石灰石粉产量、输送系统匹配度确定,建议预留20%冗余量 加湿后含水率 15%25% 以“手捏成团、轻捏即散”为标准,需结合后续运输方式(如皮带输送需>18%) 电机功率 7.545kW 与处理量、物料特性(如粒度、湿度)相关,需通过扭矩计算确定 外形尺寸 长度38m,宽度1.53m 根据安装空间(如灰库底部高度)及工艺布局设计 适用温度 ≤300℃ 需与石灰石粉来源(如窑尾高温粉尘需配置冷却预处理)匹配 三、操作维护与故障处理 1. 日常操作要点 启动顺序:先开启喷水系统(水压稳定后),再启动主电机,开启进料装置;停机时反向操作,确保机内无残留物料。 润滑管理:减速机每3个月更换一次320号工业齿轮油,轴承座每2周补充一次极压锂基脂(滴点>180℃)。 参数监控:通过电流表监测电机负荷(≤额定电流1.1倍),定期检查轴承温度(≤70℃)和振动值(≤5mm/s)。 2. 常见故障与处理 故障现象 可能原因 解决措施 粉尘泄漏 轴封磨损、密封脂不足 更换密封填料、补充润滑脂;检查密封面磨损情况,必要时研磨或更换



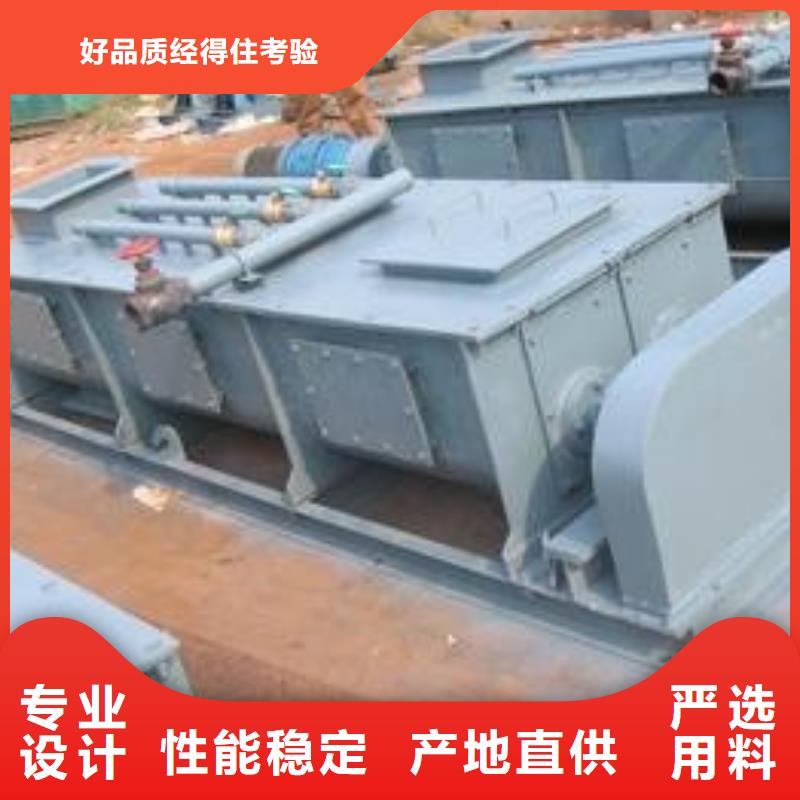
江西鹰潭双轴粉尘加湿搅拌机的制造工艺精度是决定其质量的“隐性核心”,直接影响设备的运行稳定性、部件耐用性和加湿效果一致性,工艺精度不达标会导致设备质量先天缺陷,后期难以通过维护弥补。### 一、轴系装配精度:决定运行稳定性,避免“隐性磨损”轴系是双轴机型的核心传动结构,装配精度不足会引发连锁问题,大幅降低设备质量可靠性。1. 双轴平行度误差 精度达标:双轴平行度误差≤0.1mm/m,叶片旋转时无相互擦碰,与腔壁间隙均匀(35mm),运行时振动≤6.3mm/s,无异常噪音。 精度不足:平行度误差超0.5mm/m,双轴会出现“偏磨”——一侧叶片与腔壁摩擦加剧,另一侧出现搅拌死角,不仅导致腔壁衬板快速磨损(13个月需更换),还会因轴体受力不均引发弯曲,严重时断裂。2. 轴承座与轴体同轴度 精度达标:同轴度误差≤0.05mm,轴承受力均匀,旋转阻力小,轴承寿命可达45年,无卡滞现象。 精度不足:同轴度偏差大,轴承内圈与轴体、外圈与轴承座配合间隙不均,运行时轴承局部过载发热,36个月就会出现轴承卡死,同时磨损轴体配合面,导致轴体报废。### 二、焊接工艺精度:影响结构强度,防止“先天开裂”焊接质量直接决定设备壳体、框架的承载能力,是设备抗冲击、防漏料的关键,工艺缺陷会导致质量隐患。1. 壳体与框架焊接 精度达标:采用满焊工艺,焊缝高度≥8mm,重要部位(进料口、出料口)做探伤检测(无气孔、夹渣),框架焊接后进行时效处理(内应力),长期承受搅拌冲击力不会变形、开裂。 精度不足:采用点焊或断续焊,焊缝高度<5mm,未做探伤和时效处理,设备运行12个月后,壳体焊缝易因振动开裂(出现漏料),框架受力变形会导致轴系错位,形成“恶性循环”。2. 叶片与轴体焊接 精度达标:叶片与轴体采用坡口满焊,焊缝熔深≥叶片厚度的1/2,焊接后做打磨处理,叶片旋转时无焊缝开裂风险,能承受高硬度粉尘的冲击(如矿石粉)。 精度不足:叶片与轴体为表面点焊,熔深不足,面对黏湿或高硬度粉尘时,叶片易因受力不均从焊缝处脱落,12周就需停机补焊,严重影响设备连续运行能力。### 三、零部件加工精度:保障配合公差,减少“摩擦损耗”关键零部件(轴体、叶片、衬板)的加工精度,决定部件间的配合效果,精度差会导致配合间隙异常,加速损耗。1. 轴体加工精度 精度达标:轴体表面粗糙度Ra≤1.6μm,关键配合面(与轴承、密封件)公差等级达IT6,与轴承内圈、密封环贴合紧密,无粉尘、水汽渗入通道。 精度不足:轴体表面粗糙(Ra>6.3μm),配合面公差超IT9,与轴承、密封件配合间隙过大,粉尘易进入轴承导致卡滞,密封件无法密封到位,出现轴端漏料,3个月就需更换密封和轴承。2. 叶片与衬板加工 精度达标:叶片尺寸公差±0.5mm,边缘无毛刺,衬板平面度误差≤0.2mm/m,与腔壁贴合紧密,无局部间隙(避免粉尘堆积磨损)。 精度不足:叶片尺寸偏差超±2mm,边缘有毛刺,衬板平面度差,与腔壁间隙不均(局部超10mm),不仅导致搅拌死角(湿度不均),还会让粉尘在间隙内堆积、研磨,加速衬板和叶片磨损,6个月就需更换易损件。### 四、装配工艺精度:确保整体协同,避免“功能失效”整体装配的规范性的,决定设备各系统能否协同工作,工艺混乱会导致设备质量“碎片化”,功能无法达标。1. 密封系统装配 精度达标:双端面机械密封的动、静环平行度误差≤0.01mm,压缩量控制在23mm,装配后做气密性测试(无泄漏),能有效隔绝粉尘、水汽。 精度不足:密封环装配时平行度偏差大,压缩量过大或过小,运行时密封面磨损过快,1个月就出现轴端漏料,同时水汽进入轴承,导致轴承锈蚀损坏。2. 给水系统装配 精度达标:雾化喷头与搅拌腔中心对齐,喷头间距误差≤10mm,喷水角度一致,能形成均匀水雾覆盖整个搅拌区域。 精度不足:喷头装配错位,间距偏差超30mm,喷水角度混乱,导致局部粉尘过湿结块、局部过干扬尘,加湿效果严重不达标,设备无法满足环保要求,沦为“形式设备”。如果你想了解如何在采购时“快速判断”制造工艺精度,或者需要对比不同厂家的工艺标准,我可以帮你整理一份双轴粉尘加湿机工艺精度检查要点表,包含可现场验证的指标、合格标准和检测方法,需要吗?
